Bending Aluminum Sheet Minimum Radius

Bending Basics The Fundamentals Of Heavy Bending

Layout And Forming Part Two

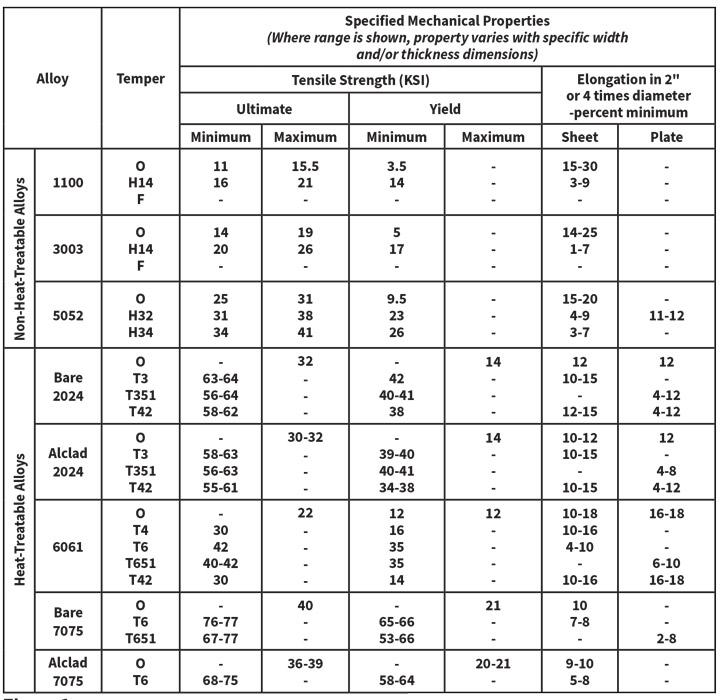
Which Aluminum Alloy Bends Best Clinton Aluminum
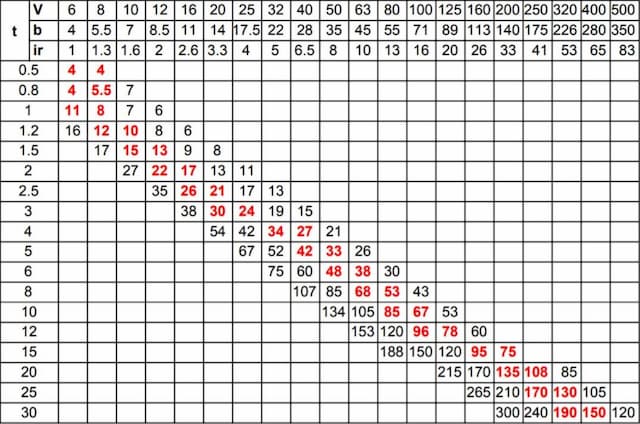
Predicting The Inside Radius When Bending With The Press Brake
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

Pin On My Next Projects

Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii.
Bending aluminum sheet minimum radius.

Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal Work Sheet
Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich

Analyzing The K Factor In Sheet Metal Bending

Bending Basics The Hows And Whys Of Springback And Springforward

Sheet Metal Forming

Recommended Inside Bending Radii Of Aluminium From Ullrich Aluminium

Fabrication Formulas Sheetmetal Me

Inside Bending Radii For Sheet And Plate Alloy Alloys 3004 5154 From Ullrich

Pin On Press Brake

Irvan Smith Inc Metal Ace F240 English Wheel Anvil 24 Radius 3x3 Egw F240 108 00 English Wheel Sheet Metal Tools Metal Bending Tools

3 Step Hem Roll Set Sheet Metal Tools Metal Working Tools Metal Bending Tools
Aluminum Plate Minimum Bend Radius Aluminum Plate

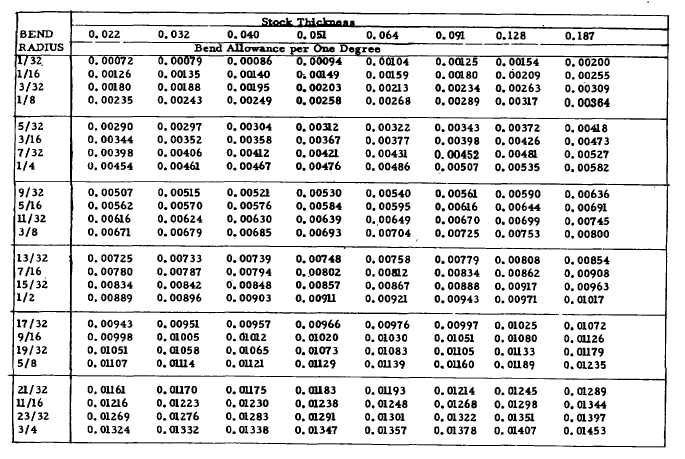
Bend Allowance Sheetmetal Me

Tube Bending Methods More In Http Mechanical Engg Com Carpentry Projects Diy Plans Sheet Metal Fabrication

Pin On Trike Motorcycle

Forming Aluminum On The Press Brake Bending Soft Not Sharp
Metal Bending Metal Folding Service Fractory
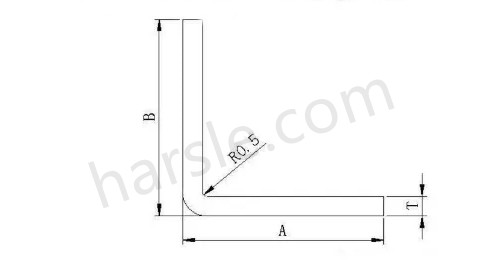
The Relationship Between The Bending Radius Of Sheet Metal And The Thickness Of The Sheet Harsle Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Covell 5 16 Round Over Die Set For Pexto 622 Metal Working Tools Metal Shop Metal Tools

Understanding Grain Structure And Direction When Plate Bending

Pin On Design

Tips For Bending Sheet Metal Make It From Metal

After Over 30 Years In Business Pro Tools Remains The 1 Choice Of Metal Fabricators For High Quality Tools At An Affordable Welding Welding Tips Diy Welding
Source : pinterest.com
