Bending Aluminum Sheet 90

5754 5052 6061 H32 H34 90 Degree Bend 3mm Aluminium Sheet Buy Bending Aluminum Sheet 2mm 3mm 4mm Aluminum Sheet Reflective Aluminum Sheet Product On Alibaba Com

1060 Aluminium Sheet For Bending Processing Aluminum Sheet

3 Ways To Bend Aluminum Wikihow

Aluminium Aluminum Sheet Bending L Type U Type Sitaram Industries Id 6792768533

Which Aluminum Alloy Bends Best Clinton Aluminum
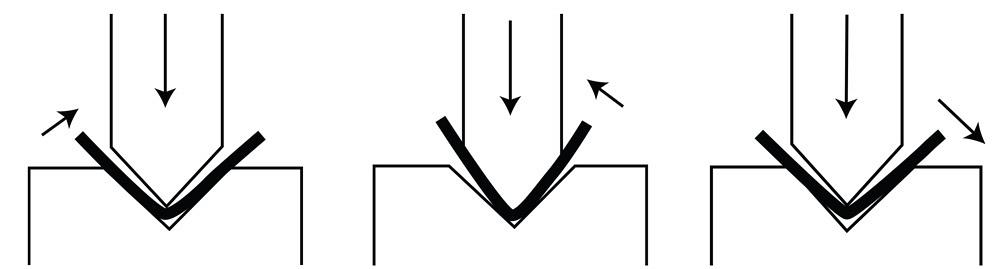
Press Brake Basics 10 Tips For Bottom Bending Aluminum

We re having trouble bending 6061 t6 aluminum without cracking and i was wondering if you could give us a few pointers.
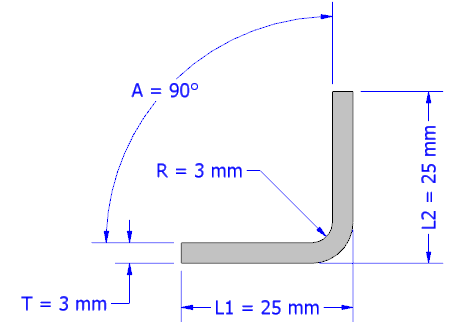
Bending aluminum sheet 90.

How To Make A 90 Degree Bend In A Piece Of Sheet Metal Aluminum In 2020 Sheet Metal Metal 90 Degrees

Tips For Bending Sheet Metal Make It From Metal

Sheet Metal Folding Evolves

36 Sheet Metal Bending Brake Bender Aluminum Steel Trim 15

How To Choose Cut And Bend Sheet Metal Make

Diy Sheet Metal Bending Brake Metal Bending Tools Sheet Metal Brake Metal Bending

Photo Gallery Fabricated Sheet Metal Drawer Panel 90 Inches In Length Sheet Metal Metal Drawers Sheet Metal Work

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal
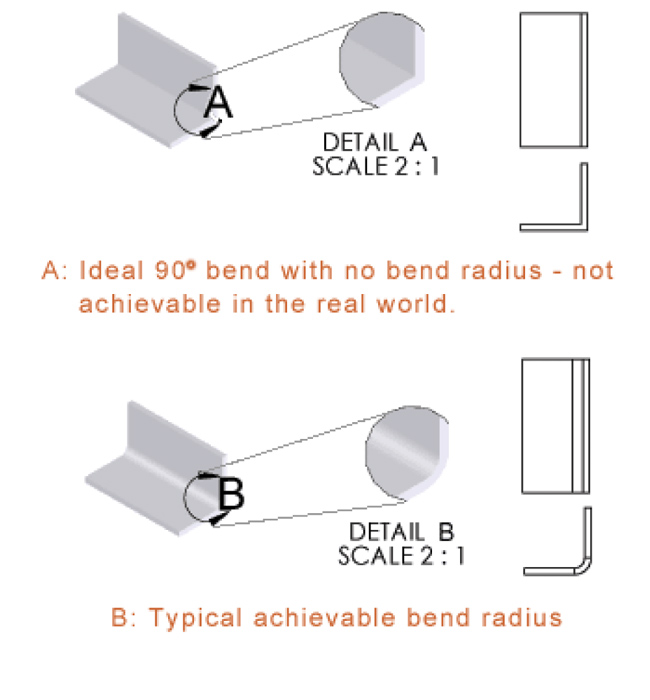
Aluminum Sheet Aluminum Sheet Bend Radius

Down Dirty Modding Quick Tip Bending Aluminum In A Vice Youtube

Using A Sheet Metal Brake Jlc Online

Make A Home Diy Sheet Metal Bender Blech Biegen Metall Bearbeitung Metallbearbeitung

Bend Allowance Sheetmetal Me

Inexpensive Soft Metal Bending Tool 4 Steps With Pictures Instructables

Sheet Metal Forming Process Ch Ppt Video Online Download

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending

Simple Sheet Metal Brake No Welding I Love Working With Metal But I Ve Always Struggled To Get Perfect 90 Bends Sheet Metal Brake Metal Bending Sheet Metal
Sheet Metal Design And Design Considerations
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfwahy 63reqbgovimpe9x7 Hr9fpascczlhfhg1q4ji8njysf Usqp Cau

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Metal Bending Tools Sheet Metal Tools Metal Bender

Sheet Metal Design Guide Geomiq
Https Cdn2 Hubspot Net Hubfs 3424216 Ctas Architecture Architecture Guide Pdf

Interesting Idea For Making Complex Sheet Metal Bends Lowbuck Mm 90 Degree Forming Dies Metal Working Tools Metal Working Projects Metal Fabrication

Inexpensive Soft Metal Bending Tool Herramientas Decoraciones Del Hogar Arte En Metal
Source : pinterest.com
