Bend Sheet Metal More Than 90 Degrees

Lowbuck Mm 90 Degree Forming Dies Metal Working Tools Metal Working Projects Metal Fabrication
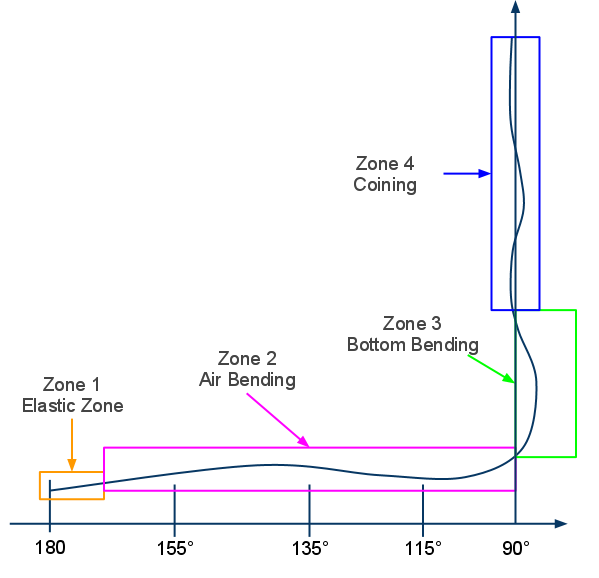
Spring Back Sheetmetal Me

How To Bend A Box Bar To 90 At 90 Degree Angle Youtube Metal Working Projects Metal Fabrication Custom Metal Fabrication

How To Bend A Box Bar To 90 Degree Teknik Bending Manual Besi Hollow Youtube In 2020 Custom Metal Fabrication Metal Working Projects Metal Working Tools

Build A Sheet Metal Brake Sheet Metal Brake Sheet Metal Metal Bending Tools

The Twists And Turns Of Proper Duct Installation Quality Built
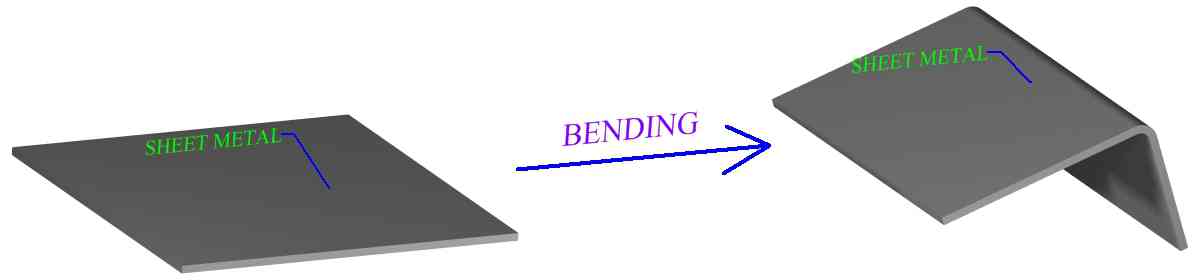
Figure 2 illustrates the sheet that is bent with the bend angle of 90 degrees.
Bend sheet metal more than 90 degrees.

Layout And Forming Part One

Making A Radius Bending Fixture For Sheetmetal Youtube Metal Bending Tools Metal Bending Metal Shaping

Bend Allowance

Build A Sheet Metal Brake Sheet Metal Brake Metal Working Projects Sheet Metal
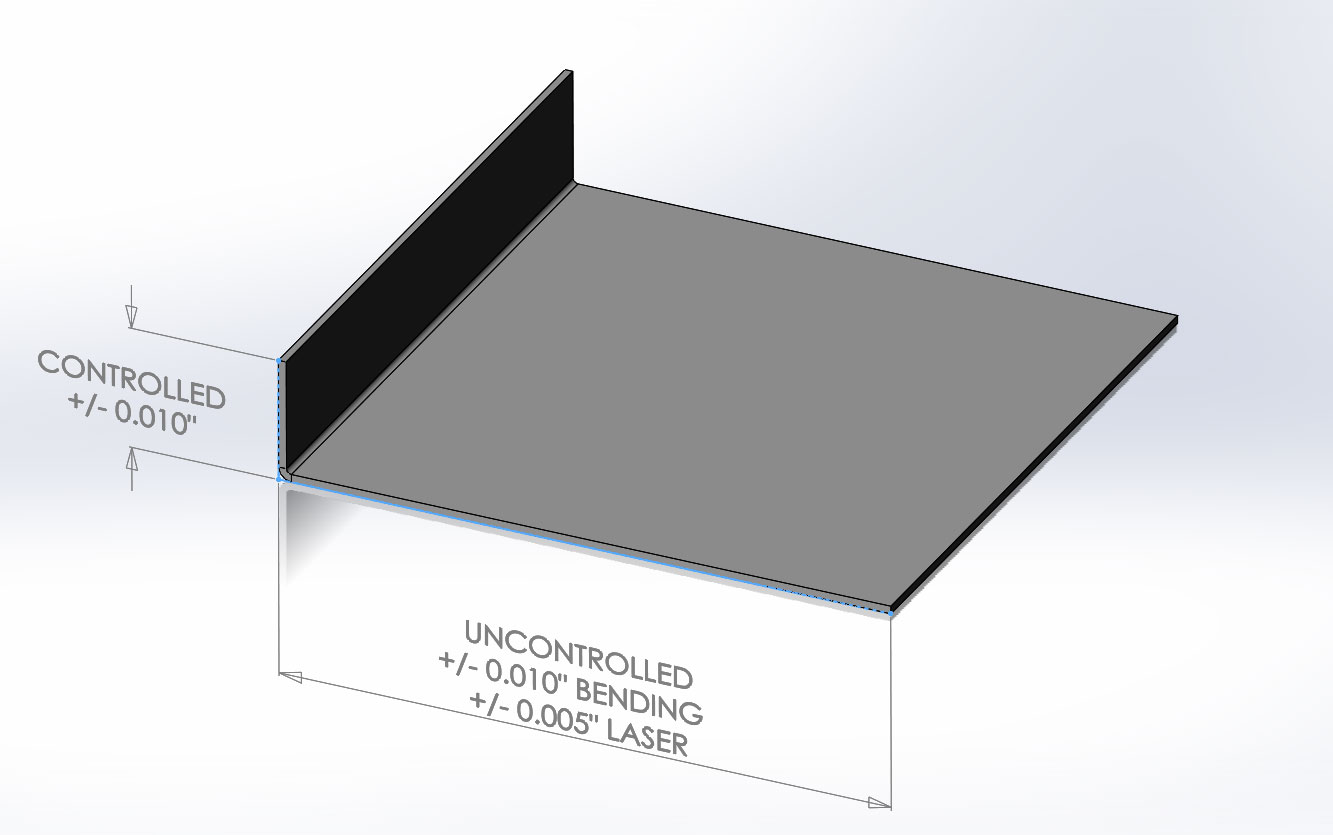
Sheet Metal Bending Tolerances

Economical Strip And Wire Bending Jig Herramientas De Joyeria Herramientas De Carpinteria Herramientas

Home Made Sheet Metal Brake Sheet Metal Brake Metal Bending Tools Metal Working Tools

Diy Sheet Metal Bending Brake Metal Bending Tools Sheet Metal Brake Metal Bending

My Homemade Press Brake Had It Bending 10mm Plate 40mm Wide No Problem So Far Going To Make A Big Metal Working Projects Welding Projects Metal Bending Tools

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Electrical Box Panel Bending In 2020 Metal Sheet Metal Working Control Panels
Sheet Metal Bending

Bench Top Box Pan Sheet Metal Brake By J Hartnell Sheet Metal Brake Sheet Metal Sheet Metal Bender

Wire Bending Tool That Can Do Any Curve Or Angle Imaginable Metal Working

24 Straight Sheet Metal Brake Bench Top In 2020 Sheet Metal Brake Metal Bending Tools Metal Shaping

Pin On Baller

Dt Tp02 Dagger Tools Tipping Die Sets For Bead Rollers Turning An Edge Up To 90 Degrees In Sheet Metal For Auto Body Restoration Metal Shaping Metal Working Tools Metal Working
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctkgpfchqkevpn0xllrlhtadg Dxwllusmbu Affvs3lv0mkp H Usqp Cau

Hydraulic Press Brake Press Brake Sheet Metal Tools Metal Bending Tools

Bending Force Chart Lamiera

Pin By Ruzana On Bending Machine Tools Sheet Metal Metal

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working

Springback Sheet Metal Metal Forming Welding Projects
Source : pinterest.com
