Bend Angle Tolerance Sheet Metal
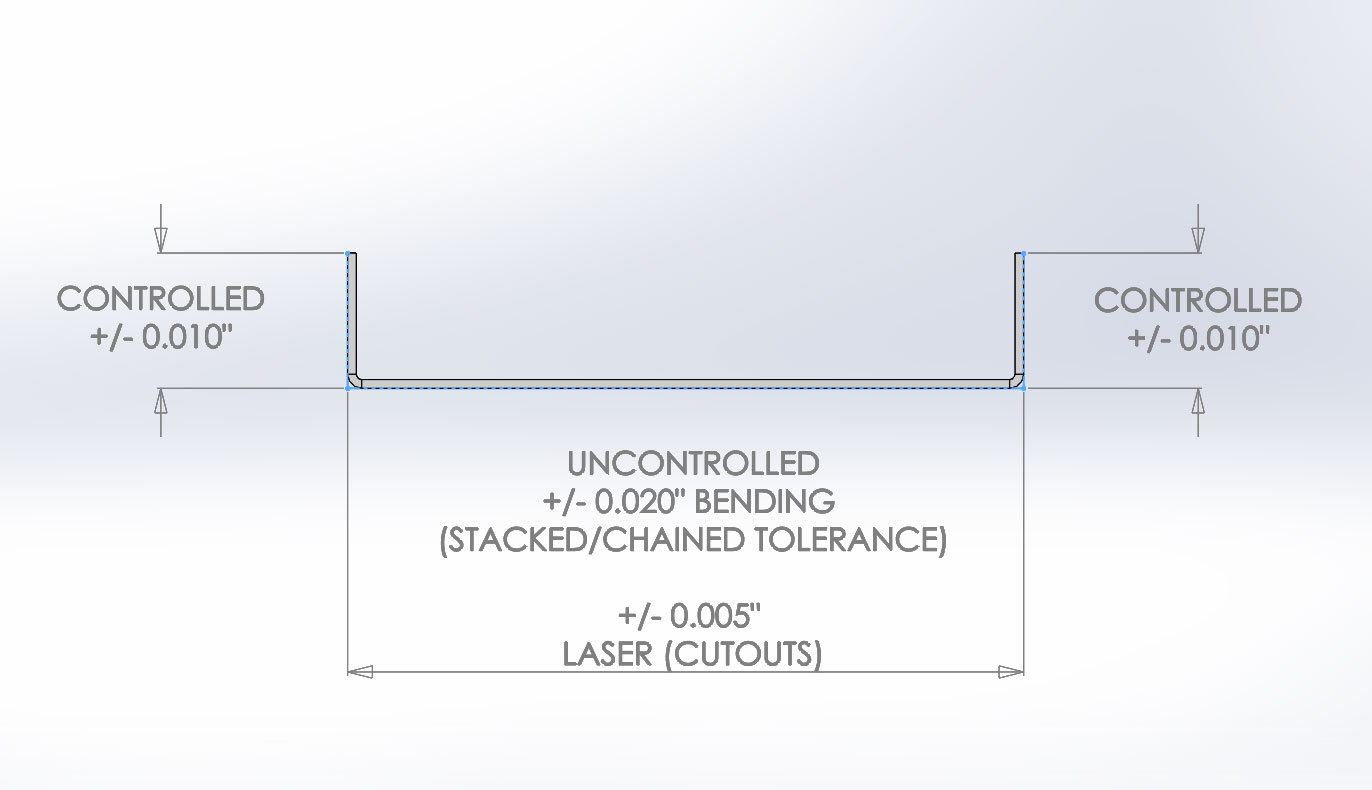
Sheet Metal Bending Tolerances
Bend Tolerances Sheetmetal Me

Machined Sheet Metals Angle Misumi Misumi Misumi

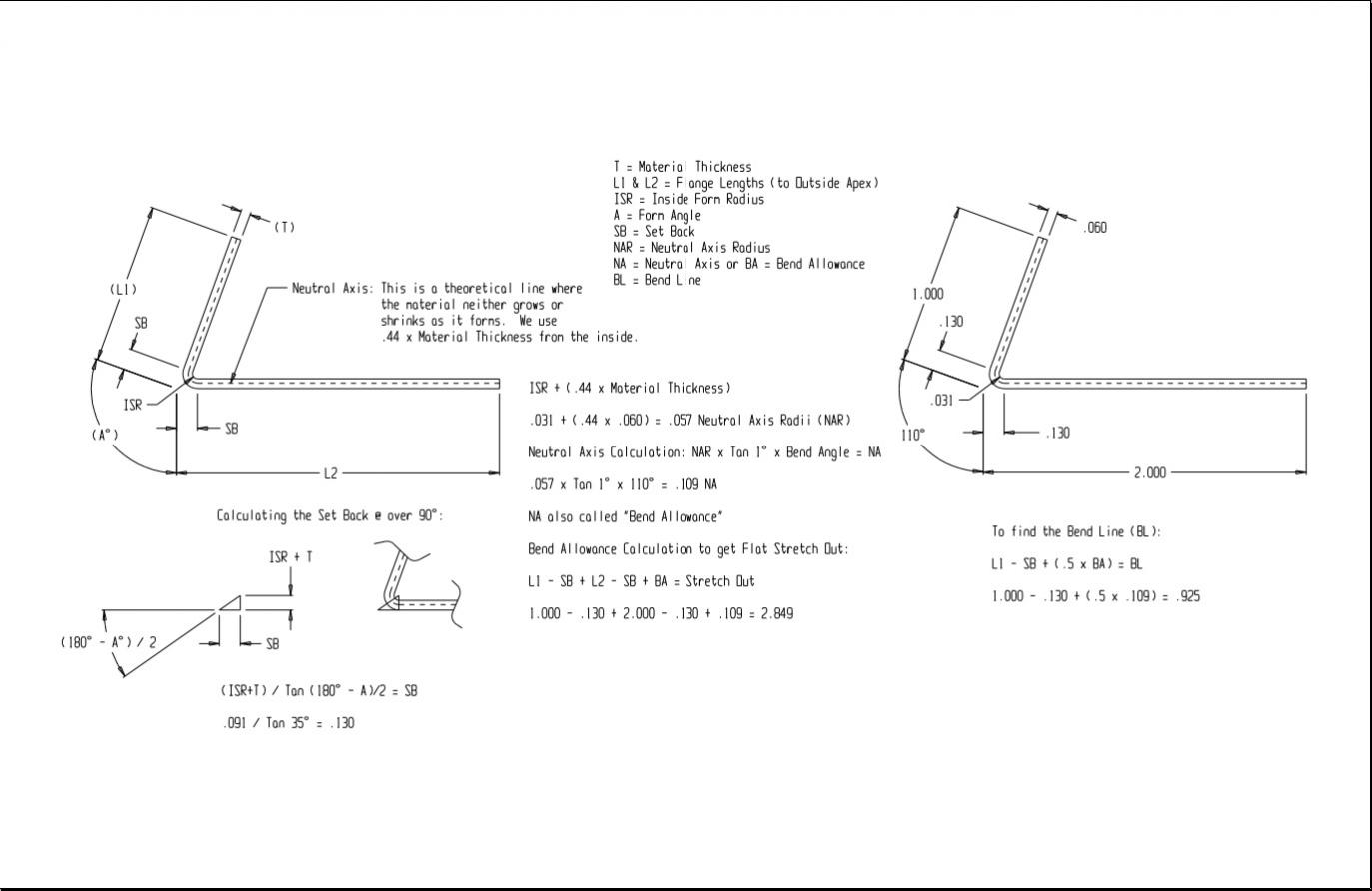
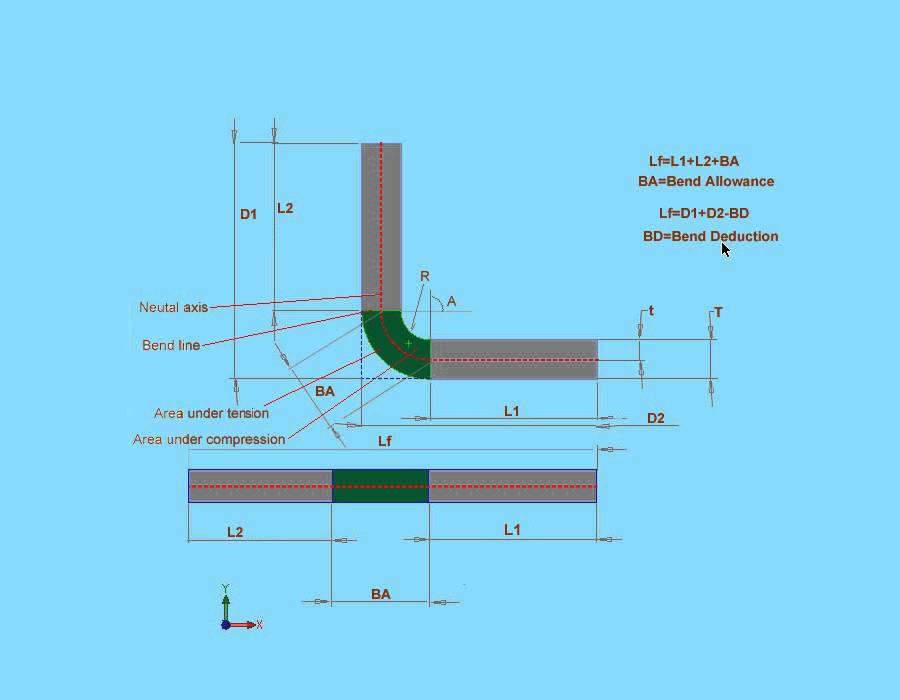
Bend Allowance Sheetmetal Me

Sheet Metal Forming
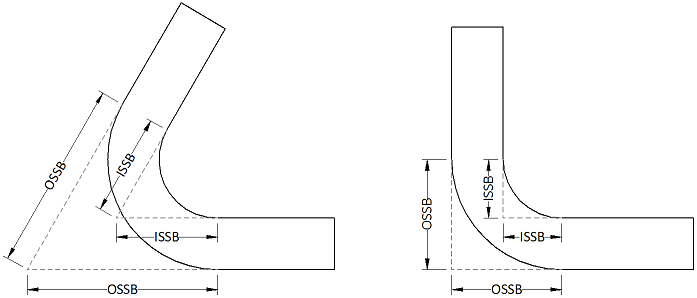
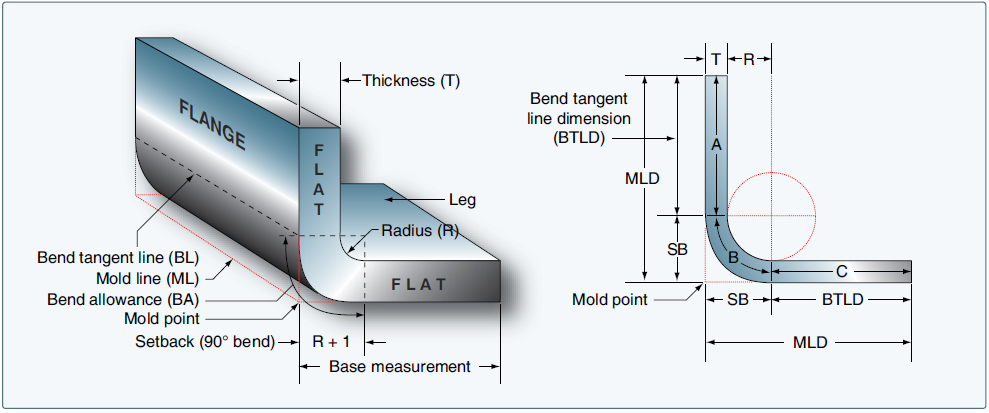
Outside Setback Sheetmetal Me
The bend radius refers to the inside radius.
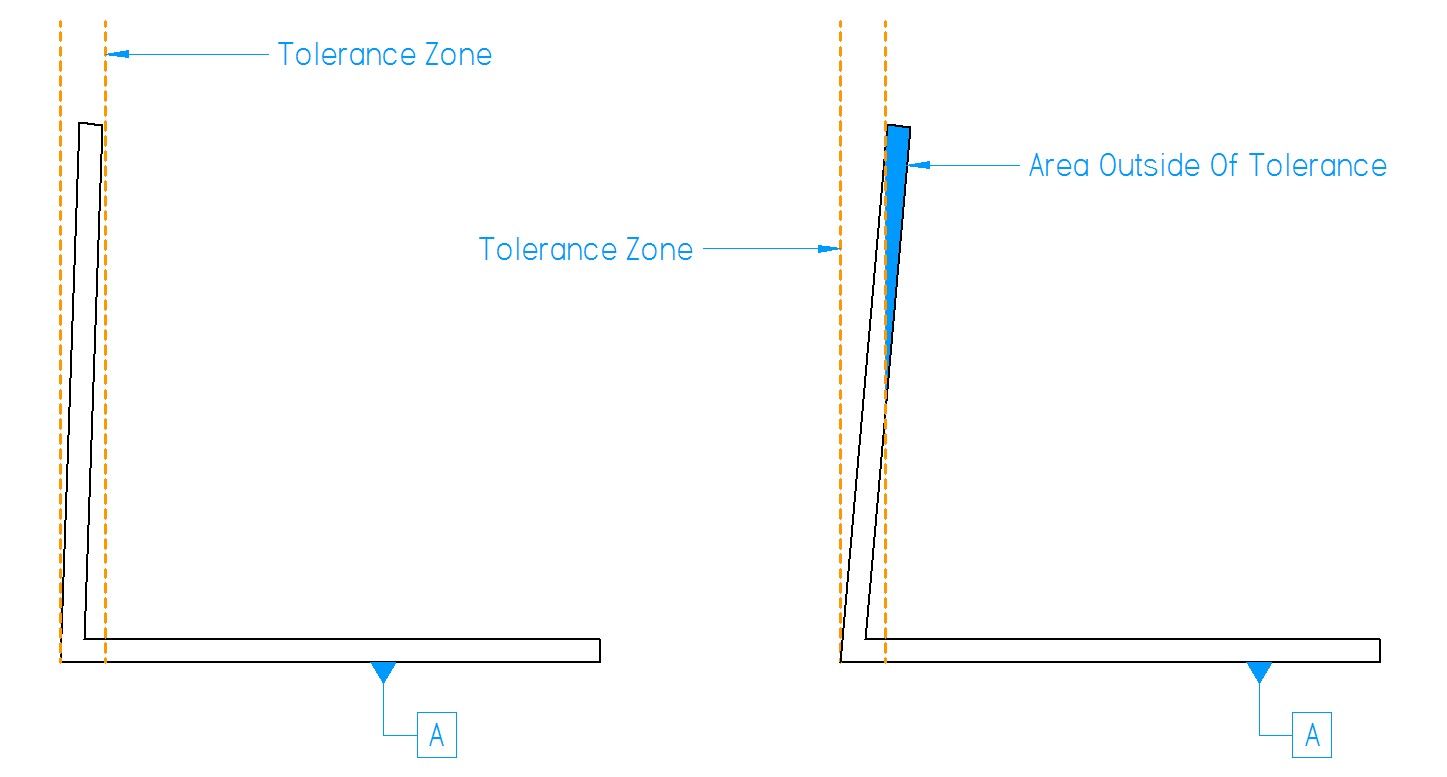
Bend angle tolerance sheet metal.

Tolerance Image Sheet Metal Fabrication Metal Fabrication Welding And Fabrication
Practical Machinist Largest Manufacturing Technology Forum On The Web
Aircraft Sheet Metal Layout And Forming Aircraft Systems
Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube

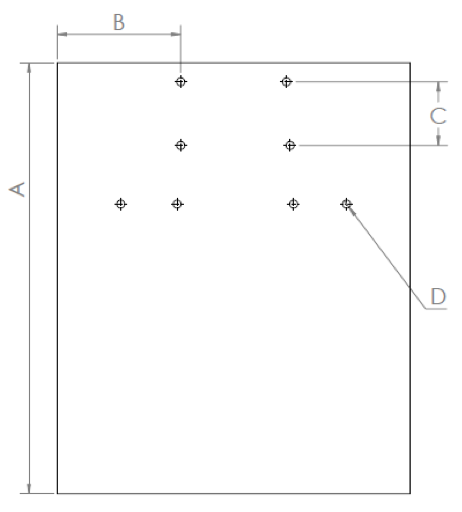
Sheet Metal Design Guide Geomiq

Sheet Metal Tolerance Chart In Mm In 2020 Sheet Metal Sheet Metal Gauge Stainless Steel Sheet

Sheet Metal Bend Radius Unfold Table Autodesk Community Inventor

Sheet Metal Bend Allowance Calculator

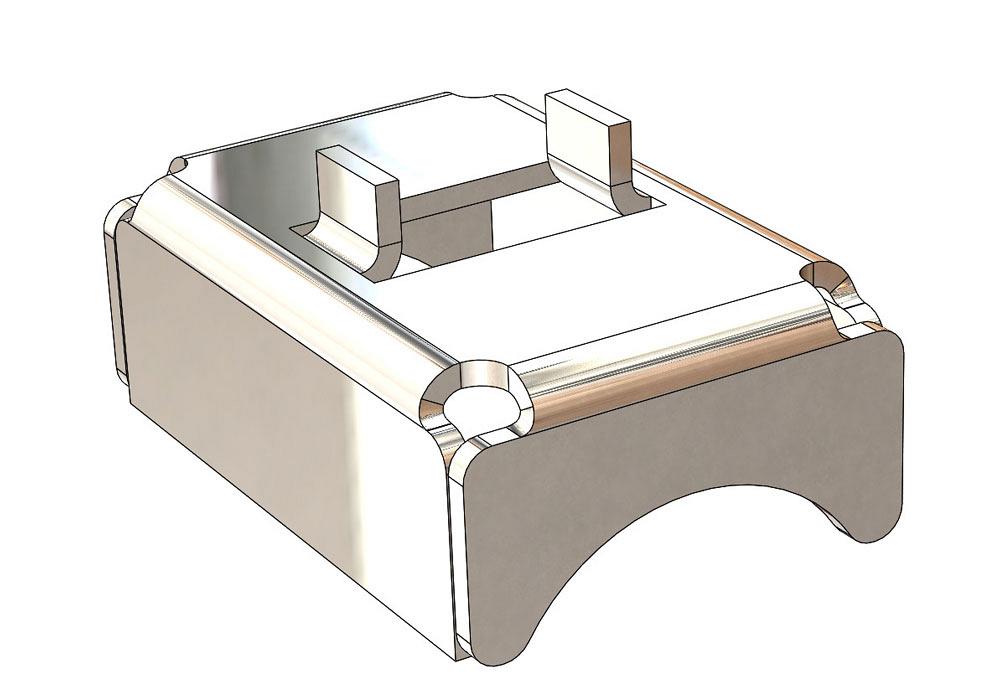
L Shaped Sheet Metal Mounts Symmetrically Placed Misumi Misumi Misumi

Sheet Metal Fabrication Guide Tenere Inc
Editing K Factor
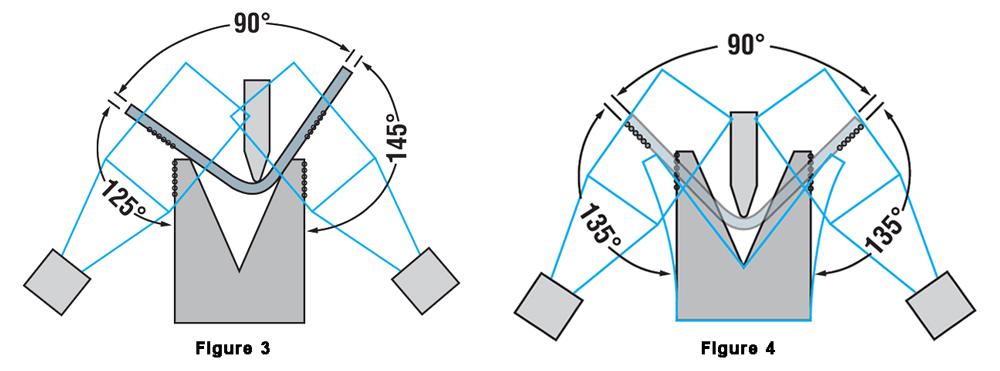
The Next Level Of Air Bending

L Shaped Angle Mounts Dimensions Configurable Misumi Misumi Misumi

Design Considerations For Sheet Metal Parts
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange

R D Update Press Brake Bending

Tom S Techniques Reference Reference Reference Chart Techniques
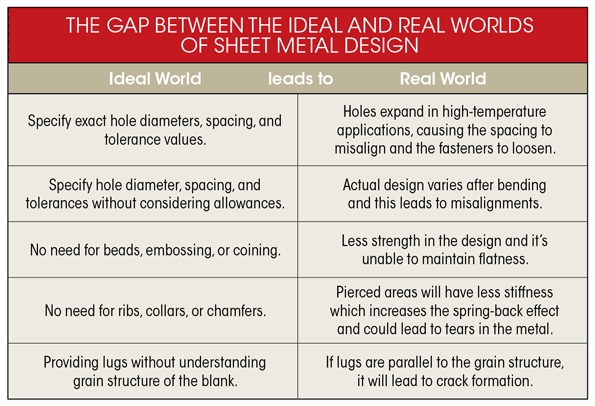
Following Dfm Guidelines For Working With Sheet Metal Machine Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqeso Lunplefah9ymmybpmkjurgyyfalio4tc2se5mvkx0ra2r Usqp Cau

Sheet Metal Mounts For Sensors Motors Or Cylinders Convex Bend Misumi Misumi Misumi

Sheet Metal Mounts For Sensors Z Bend Misumi Misumi Misumi
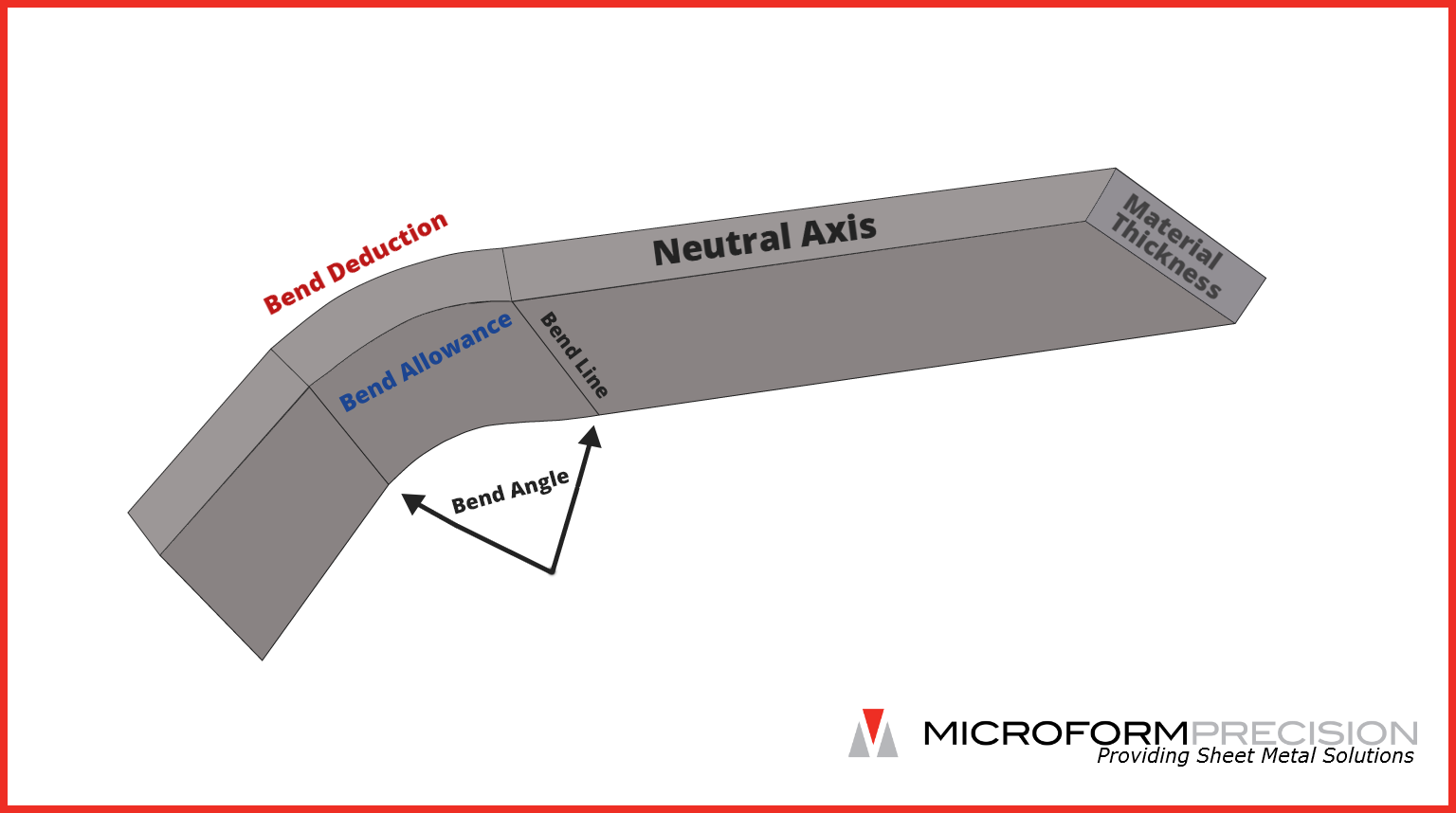
Online Bend Deduction Calculator Microform Precision
Manufacturing Standards Xometry
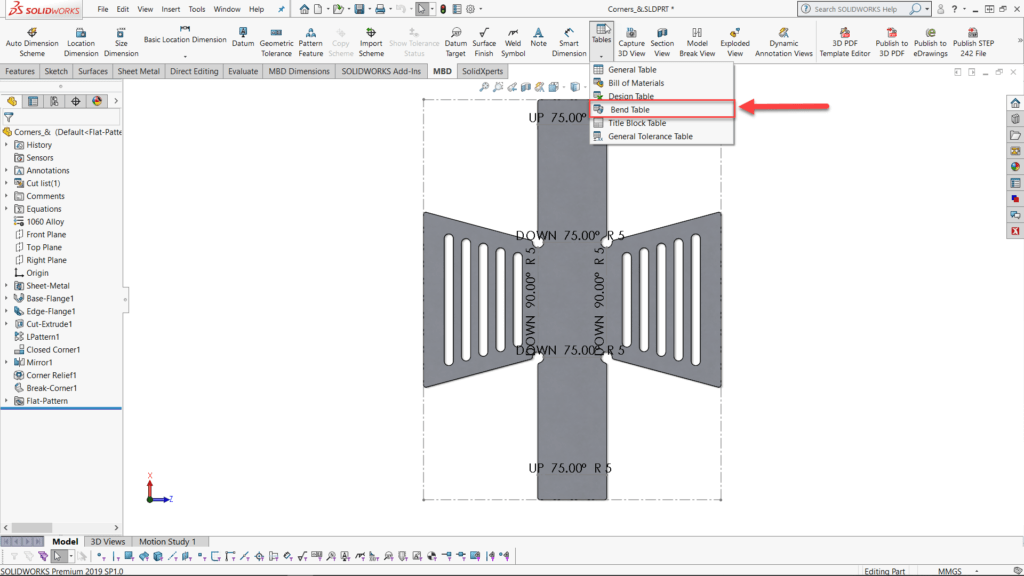
How To Insert Sheet Metal Bend Notes Within Solidworks Mbd Solidxperts
Source : pinterest.com
